業務案内
サービス
![]()
- Home
- 業務案内
- 材料・成分の総合評価(ゴム・プラスチック等)
- 光沢度測定
色・光沢度
光沢度(鏡面光沢度)測定
概要
光沢度とは、ある物体に光を照射した際の入射光と正反射光の強度比を光沢の指標として数値化したもので、JISでは鏡面光沢度として規定されています。正反射光とは入射角と反射角の等しい反射光を指し、表面が円滑な場合は正反射が優勢ですが、表面が荒れている場合は様々な方向へ拡散反射してしまうため、光沢度は低下します。
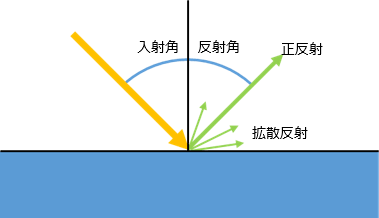 |
| 図1. 光沢度の測定原理 |
製品の外観において重要な要素である光沢が数値として得られるため、外観を重視する製品の品質管理では色測定とあわせて重要な測定です。また、耐候性試験等の耐久試験の評価項目にも用いられます。
本機構では2種の測定器を所有しており、JIS Z 8741規定の入射角20°、60°での測定が可能なハンディタイプと入射・受光角が任意に設定可能な卓上タイプの測定器があります。ご依頼の場合、ご不明な点がある場合はお気軽にお問い合わせください。
 |  |
| スガ試験機(株)製 GC-1 | スガ試験機(株)製 UGV-6P |
測定例
耐候性試験における樹脂板の光沢度変化
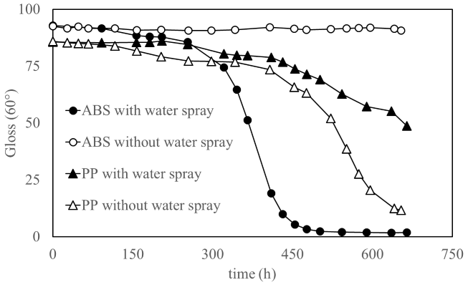 |
| 図2. 耐候性試験におけるABS及びPP板の光沢度変化 |
光沢度測定では試料の表面状態を簡便に評価・比較することが可能です。図2はアセチレン・ブタジエン・スチレン(ABS)とポリプロピレン(PP)の樹脂板について、サンシャインウェザーメータを用いた耐候性試験における光沢度の推移を示すグラフです。耐候性試験は水噴霧の有無が異なる2条件で実施しました。光沢度測定は非破壊かつ簡便に実施可能であるため、このように短い間隔で測定を行い、表面状態の変化を追跡するのに適しています。
![]()